📋 İçindekiler
Six Sigma Nedir
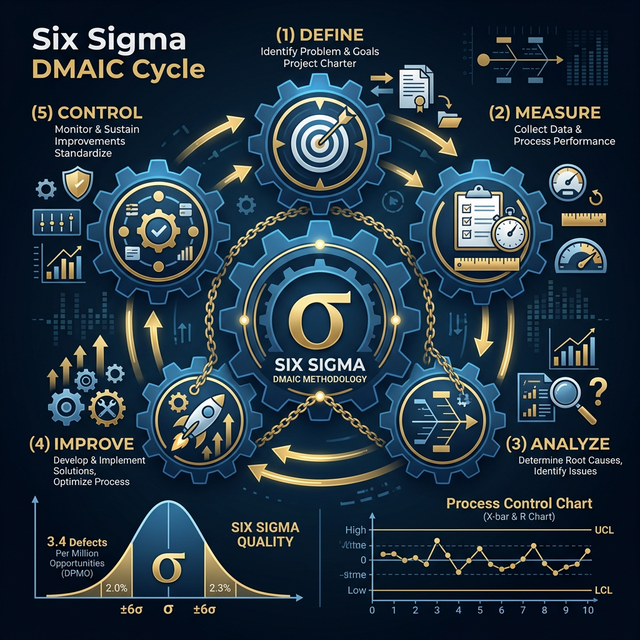
Six Sigma, süreçlerdeki değişkenliği azaltarak hata oranını istatistiksel olarak milyon fırsatta 3.4 seviyesine indirmeyi hedefleyen, veri odaklı kalite yönetim metodolojisidir. Yalnızca bir kalite iyileştirme tekniği değil; bir iş stratejisi, bir ölçüm sistemi ve bir örgütsel kültür dönüşümüdür.
Six Sigma etrafında sık duyulan yanlış anlamalardan biri, bunun "bir kalite kontrol programı" olduğudur. Oysa Six Sigma, kalite kontrol değil kalite iyileştirme yaklaşımıdır. Ürünü kontrol etmek yerine, hatayı doğuran sürecin kendisini iyileştirmeyi hedefler.
Kalite kontrol: Hatalı ürünü ürettikten sonra tespit eder ve ayırır.
Six Sigma: Hatayı doğuran süreç değişkenliğini azaltarak hatalı ürün çıkmasını önler.
İstatistiksel Temeller: Sigma Nedir
Sigma (σ), istatistikte standart sapma simgesidir. Bir sürecin çıktısının ne kadar değişken olduğunu gösterir. Düşük standart sapma = tutarlı süreç = az hata.
Normal dağılım (çan eğrisi) altında:
- Ortalamadan ±1σ arasına verilerin %68.27'si düşer
- Ortalamadan ±2σ arasına %95.45'i düşer
- Ortalamadan ±3σ arasına %99.73'ü düşer
- Ortalamadan ±6σ arasına %99.99966'sı düşer → milyon fırsatta 3.4 hata
3.4 DPMO rakamı, istatistik meraklılarını şaşırtır — çünkü matematiksel olarak 6σ, 0.002 DPMO'ya karşılık gelir. büyük bir telekomünikasyon şirketi mühendisleri, gerçek süreçlerde zamanla 1.5σ kayması yaşandığını deneyimle keşfetti. Bu yüzden "Six Sigma" hedefi aslında uzun dönemde 4.5σ anlamına gelir, bu da 3.4 DPMO'ya eşittir.
Tarihçe: büyük bir telekomünikasyon şirketi'dan Dünyaya
1979: büyük bir telekomünikasyon şirketi bir yöneticisi Art Sundry, şirket toplantısında "gerçek problemimiz kalitesizlik" diyerek masaya yumruk vurdu. Bu çığlık, şirkette bir dönüşümün fitilini ateşledi.
1986: büyük bir telekomünikasyon şirketi mühendisi Bill Smith (Six Sigma'nın "babası"), sistematik ölçüm temelli metodolojisini geliştirdi ve CEO Bob Galvin'e sundu. Galvin'in desteğiyle şirket genelinde uygulamaya konuldu.
1988: büyük bir telekomünikasyon şirketi, Malcolm Baldrige Ulusal Kalite Ödülü'nü kazandı. Six Sigma, dünyada dikkat çekmeye başladı.
1995: küresel bir mühendislik holdingi CEO'su Jack Welch, Six Sigma'yı bu holding'nin stratejik önceliği ilan etti ve her yöneticisini sertifika almakla yükümlü kıldı. 1997'de bu holding, Six Sigma projelerinden 320 milyon dolar tasarruf etti; 1999'da bu rakam 2 milyar dolara ulaştı.
2000'ler: Allied Signal, büyük bir havacılık ve uzay şirketi, 3M, büyük bir yatırım bankası ve sonrasında Twitter, küresel bir e-ticaret devi, büyük bir teknoloji firması gibi teknoloji şirketleri Six Sigma'yı benimsedi.
lider bir beyaz eşya üreticisi, dev bir elektronik üreticisi, büyük bir otomotiv şirketi, büyük bir enerji şirketi Holding, lider bir telekomünikasyon şirketi ve İş Bankası Türkiye'de Six Sigma'yı aktif olarak uygulayan kuruluşlar arasındadır. lider bir beyaz eşya üreticisi bulaşık makinesi üretim hattında Six Sigma projeleriyle %40 hata azalması, yılda milyonlarca Euro tasarruf anlamına gelmektedir. büyük bir otomotiv şirketi'da motor montajında süreç yeterliliği (Cp, Cpk) izleme sistemi, üretim kalitesini Avrupa köklü bir otomobil üreticisi fabrikalarıyla rekabet edebilir düzeye taşımıştır.
DMAIC Metodolojisi — Mevcut Süreçleri İyileştirmek İçin
DMAIC (Define-Measure-Analyze-Improve-Control), Six Sigma'nın en yaygın uygulama çerçevesidir. Mevcut bir süreçteki problemi çözmek için kullanılır.
Problemi, proje kapsamını, müşteri gereksinimlerini (CTQ) ve proje hedeflerini netleştir. Kilit çıktı: Project Charter (Proje Tüzüğü) ve SIPOC diyagramı. SIPOC: Tedarikçi-Girdi-Süreç-Çıktı-Müşteri akışını gösteren üst düzey süreç haritası.
Soru: "Ne problemi çözmeye çalışıyoruz ve başarı nasıl ölçülecek"
Mevcut sürecin başlangıç noktasını (baseline) belirle. Veri toplama planı yap, ölçüm sistem analizi (MSA) ile ölçüm hatalarını kontrol et. Mevcut sigma seviyesini hesapla.
Kilit sonuç: Süreç yeterliliği metrikleri (Cp, Cpk), hata oranı (DPMO), süreç sigma seviyesi.
Veriye dayalı kök neden analizi yaparak problemi doğuran temel nedenleri tespit et. Bu aşamada istatistiksel araçlar yoğun biçimde kullanılır.
Kullanılan araçlar: Balık kılçığı (Ishikawa) diyagramı, Pareto analizi, hipotez testleri, regresyon analizi, ANOVA, süreç yeterliliği analizi, beyin fırtınası ve 5 Neden tekniği.
Kök nedeni ortadan kaldıracak çözümler geliştir, değerlendir ve pilot uygulaması yap. Sistematik iyileştirme önerileri için DOE (Design of Experiments — Tasarım Deneyi) kullanılabilir.
Kilit çıktı: Test edilmiş ve doğrulanmış çözüm. Pilot sonuçlarına göre hedeflenen sigma seviyesi artışı kanıtlanmış olmalı.
İyileştirmenin kalıcı olmasını sağla. İstatistiksel proses kontrol (SPC) kartları, güncel iş talimatları, görsel kontroller ve eğitimle sürecin yeni standart seviyede işleyişini güvence altına al.
Kilit çıktılar: Kontrol planı, SPC grafikleri (X-bar/R, p, c kartları), güncel iş talimatları, proje kapanış raporu ve finansal tasarruf özeti.
Şirket: Otomotiv parça üreticisi | Problem: Piston üretiminde %4.5 hata oranı
D: Müşteri toleransı ±0.05mm, mevcut Cpk = 0.87 (yetersiz)
M: Veri toplandı, sigma seviyesi 2.8 olarak hesaplandı
A: Kök neden: Takım aşınması ve soğutma sıvısı basınç değişkenliği
I: Otomatik takım değişim aralığı ve basınç regülatörü eklendi
C: SPC grafiği kuruldu, Cpk 1.52'ye yükseldi, hata oranı %0.3'e indi
DMADV — Yeni Süreç veya Ürün Tasarlamak İçin
DMADV (aynı zamanda DFSS — Design for Six Sigma olarak da bilinir), mevcut süreci iyileştirmek yerine sıfırdan altı sigma seviyesinde yeni bir süreç veya ürün tasarlamak için kullanılır.
Define — Tanımla
Proje hedeflerini ve müşteri ihtiyaçlarını tanımla. Ne tasarlıyorsunuz ve neden
Measure — Ölç
Müşteri ihtiyaçlarını (VOC — Voice of Customer) ölç ve önceliklendir. QFD (Quality Function Deployment) kullanılabilir.
Analyze — Analiz Et
Tasarım alternatiflerini değerlendir. Mevcut tasarımların yetersizliklerini analiz et.
Design — Tasarla
Müşteri ihtiyaçlarını karşılayan, altı sigma kalitesinde tasarımı geliştir. Simülasyon ve prototipleme kullanılır.
Verify — Doğrula
Pilot üretim ve testlerle tasarımın gerçekten beklenen performansı sağladığını doğrula.
Kuşak Sistemi — Sertifikasyon Yapısı
Six Sigma, karate kuşaklarından ilham alan hiyerarşik bir uzmanlık yapısına sahiptir:
Sarı Kuşak (Yellow Belt — YB)
Six Sigma'nın temel kavramlarını anlayan, takım üyesi olarak projelere katılan seviye. Veri toplama, basit araçlar ve süreç haritalama konularında yetkin olurlar. Genellikle birkaç günlük eğitimle kazanılır.
Rol: Proje takım üyesi, iyileştirme önerisi sahibi, yerel alan uzmanı.
Yeşil Kuşak (Green Belt — GB)
DMAIC projelerini yarı zamanlı olarak bağımsız yürütebilen seviye. İstatistiksel araçlara hâkimdir; hipotez testleri, regresyon analizi ve kontrol grafikleri kullanabilir. Genellikle 2-4 haftalık eğitim ve bir proje tamamlama gerektirir.
Rol: Küçük/orta ölçekli projeleri yönetir, kendi departmanında iyileştirme çalışması yürütür. Şirket büyüklüğüne göre yüzlerce Yeşil Kuşak olabilir.
Kara Kuşak (Black Belt — BB)
Tam zamanlı Six Sigma lider seviyesi. Karmaşık çok fonksiyonlu projeleri yönetir, istatistiksel analizlerde ileri düzey yetkinlik (DOE, ANOVA, vb.) sahibidir, Yeşil Kuşakları eğitir ve mentörlük yapar. Genellikle 4+ haftalık eğitim ve 2 proje başarısı gerektirir.
Rol: Organize çapında projeleri yönetir, stratejik prioritelere odaklanır. Bir şirkette genellikle her 50-100 çalışana 1 Kara Kuşak hedeflenir.
Finansal katkı: Tipik bir Kara Kuşak projesi yılda 230.000 - 500.000 dolar tasarruf sağlar (endüstri verisine göre).
Master Black Belt (MBB)
Organizasyondaki Six Sigma stratejisinin en üst düzey uygulayıcısı. Kara Kuşakları eğitir, mentörlük yapar ve şirketin Six Sigma programını tasarlar. Genellikle birkaç yıl Kara Kuşak deneyimi ve ek sertifikasyon gerektirir.
Rol: Program yönetimi, kuşak eğitimi tasarımı, liderlik ekibine danışmanlık. Büyük şirketlerde MBB pozisyonları kıdemli direktör düzeyinde değerlendirilebilir.
Champion (Şampiyon)
Six Sigma projesini stratejik düzeyde destekleyen üst yönetici. Kaynakları sağlar, engelleri kaldırır ve projenin şirket stratejisiyle uyumunu güvence altına alır. Teknik pratiği yoktur ama metodolojik anlayışa sahiptir.
İstatistiksel Araçlar — Six Sigma'nın Güç Kaynağı
Six Sigma'yı diğer kalite yaklaşımlarından ayıran özelliği, veri ve istatistik merkezli olmasıdır. Kullanılan başlıca araçlar:
Pareto Diyagramı
80/20 kuralına dayanan çubuk grafik. Hata türlerini sıklık/maliyet sırasına göre listeler, en kritik birkaç soruna odaklanmayı sağlar. "Birkaç hayati sorun, binlerce önemsiz sorundan önemlidir."
Balık Kılçığı (Ishikawa)
Bir problemin olası kök nedenlerini görselleştiren diyagram. 6M kategorisi: Makine, Malzeme, Metot, Ölçüm, Çevre, İnsan. Beyin fırtınası ve kök neden analizinde güçlü görsel araç.
İstatistiksel Proses Kontrol (SPC)
Sürecin zamana karşı istatistiksel olarak kontrol altında olup olmadığını izleyen kontrol grafikleri (X-bar/R, p grafik, c grafik, CUSUM). Normal değişkenlik ile gerçek anormalliği ayırt eder.
Tasarım Deneyleri (DOE)
Birden fazla faktörün (sıcaklık, basınç, zaman vb.) çıktı üzerindeki etkisini en az sayıda deney ile belirleyen teknik. Faktöriyel tasarım, Taguchi yöntemi DOE kapsamındadır.
Süreç Yeterliliği (Cp, Cpk)
Sürecin tolerans limitleri içinde çalışıp çalışmadığını nicel olarak gösteren indeksler. Cp ≥ 1.33, Cpk ≥ 1.33 genellikle minimum kabul edilebilir. Six Sigma için Cpk ≥ 2.0 hedeflenir.
Hipotez Testleri
İki grup veya süreç arasındaki farkın istatistiksel olarak anlamlı olup olmadığını sınar. t-testi, ANOVA, ki-kare testi Six Sigma'nın Analiz aşamasında sık kullanılır.
Farklı Sektörlerden Six Sigma Uygulamaları
büyük bir havacılık ve uzay şirketi, uçak motorlarının üretiminde Six Sigma'yı kullanarak kritik bileşenlerdeki hata oranını %80 azalttı. Uçak motorunda 3.4 DPMO seviyesi, güvenlik açısından kritik öneme sahiptir — bir milyonda 3.4 hatalı parça demek, teorik olarak yüz binlerce uçuşta bir potansiyel güvenlik sorunu anlamına gelir.
büyük bir yatırım bankası, 2001 yılında Six Sigma programını başlatarak müşteri şikayet süreçleri, kredi onay süreci ve ATM hizmetlerinde önemli iyileştirmeler elde etti. Müşteri memnuniyeti puanları 19 ay içinde %10.4 artarken, hizmet hatalarından kaynaklanan kayıplar dramatik biçimde düştü.
Lean Six Sigma ile ameliyat hazırlık süreci standartlaştırıldı. Cerrahi alan enfeksiyonu oranı sektörün dörtte birine indi. Kateter ile ilişkili kan dolaşımı enfeksiyonları neredeyse sıfıra ulaştı. Bir hastane yöneticisi şöyle dedi: "Six Sigma bize sezgilerimizin ne zaman yanıltıcı olduğunu gösterdi — veriler her zaman daha doğru."
AWS, veri merkezi operasyonlarında Six Sigma prensiplerini kullanarak sunucu güvenilirliğini artırdı. "Five Nines Availability" (yılda 5 dakikadan az kesinti — %99.999 erişilebilirlik), Six Sigma yaklaşımıyla hedeflenmiş bir kalite standardıdır.
Lean Six Sigma — En Güçlü Kombinasyon
Günümüzde Six Sigma ve Yalın Üretim çoğunlukla birlikte, Lean Six Sigma (LSS) adı altında uygulanmaktadır. Her biri diğerinin zayıf noktasını güçlendirir:
Yalın Üretimin Contribution'ı
- İsrafı ortadan kaldırır → hızı artırır
- Akışı optimize eder → döngü süresini kısaltır
- Görsel yönetim araçları sunar
- Hız ve esneklik odağı
Six Sigma'nın Contribution'ı
- Değişkenliği azaltır → kaliteyi artırır
- Kök neden analizinde istatistik kullanır
- Ölçüm ve veri altyapısı sunar
- Güvenilirlik ve tutarlılık odağı
Yalın hızı artırır ama kaliteyi her zaman garanti etmez. Six Sigma kaliteyi artırır ama her zaman hızlı sonuç vermez. Birlikte: Hem hızlı hem kaliteli hem de verimli süreçler. Bu nedenle bugün dünyada en yaygın başvurulan metodoloji Lean Six Sigma'dır.
Eleştiriler ve Sınırlamalar
Six Sigma, mevcut süreçleri iyileştirmede güçlüdür ama radikal yeni ürün/hizmet yeniliği için sınırlıdır. 3M'in CEO'su 2007'de Six Sigma'nın yenilikçiliği boğduğunu belirterek programı ürün geliştirmeden çekti.
Bir DMAIC projesi 4-6 ay sürebilir. Hızlı değişim gerektiren ortamlarda bu süre çok uzun olabilir. Acil müdahale gerektiren durumlar için Kaizen Blitz daha uygun olabilir.
Üretimden farklı olarak hizmet çıktıları çoğunlukla elle tutulur değildir. "Hata" tanımı belirsizleşir. Müşteri memnuniyeti gibi sezgisel metriklerin sayısallaştırılması zordur.
Kara Kuşak eğitimi binlerce dolar ve aylarca zaman gerektirir. Küçük ölçekli işletmeler için bu yatırım başlangıçta zorlu olabilir. ROI ancak orta-uzun vadede ortaya çıkar.