📋 İçindekiler
- Tesis Tasarımı Neden Kritiktir
- Yerleşim Tasarımının Hedefleri
- Yerleşim Tipleri
- Sistematik Yerleşim Planlaması (SLP)
- From-To Matrisi — Gerçek Hesaplama
- İlişki Şeması (Relationship Chart)
- Alan İhtiyacı Hesabı
- Blok Yerleşim ve ISSA
- Depo Tasarımı ve Raf Sistemleri
- Dijital Araçlar ve Simülasyon
- Türkiye'den Uygulamalar
Tesis Tasarımı Neden Kritiktir
Bir fabrikanın yerleşim kararları en az 10–20 yıl için alınır. Yanlış verilen bir yerleşim kararı, her yıl milyonlarca liralık gereksiz taşıma, bekleme ve zaman kaybına neden olur. Araştırmalar, üretim maliyetlerinin %20–50'sinin malzeme taşıma (material handling) faaliyetlerinden kaynaklandığını göstermektedir.
lider bir otomotiv firması, Lean Manufacturing anlayışıyla fabrika yerleşimlerini sürekli optimize eder. Bir Japon araştırmasına göre, yalın yerleşim prensipleriyle yeniden tasarlanan üretim alanlarında:
• Malzeme taşıma mesafesi ortalama %40 azaldı
• Devam eden iş (WIP) stoğu %35 düştü
• Zemin alanı kullanım verimliliği %25 arttı
• Üretim döngü süresi %20 kısaldı
Yerleşim Tasarımının Hedefleri
Malzeme Akışını Optimize Et
Taşıma mesafesini, süresini ve maliyetini minimize et. Yoğun akış olan bölümleri birbirine yakın yerleştir.
Alanı Verimli Kullan
Binanın her metrekaresinden maksimum verim al. Zemin, yükseklik (dikey depolama) ve koridorları optimize et.
Operatör Hareketini Azalt
İşçilerin günlük yaptığı gereksiz hareketi minimuma indiren ergonomik yerleşim.
Esneklik Sağla
Üretim hattı değişikliğine, yeni ürün eklenmesine ve kapasite artışına hızlıca adapte olabilecek yerleşim.
Güvenliği Ön Planda Tut
İş kazası riskini azaltan, acil çıkış yollarını açık tutan, yangın söndürme ekipmanlarına erişimi kolay tutan tasarım.
Görsel Kontrolü Kolaylaştır
Yöneticiler ve operatörler süreci gözle yönetebilmeli. Açık hatlar, düşük bölücüler, görsel panolar.
Yerleşim Tipleri
| Yerleşim Tipi | Mantık | Avantajları | Dezavantajları | Uygulama |
|---|---|---|---|---|
| Süreç Yerleşimi (Process/Functional) | Benzer makineler / fonksiyonlar bir arada | Esneklik yüksek, makine kullanımı yüksek | WIP yüksek, uzun taşıma yolları | Atölyeler, hastaneler, hizmet sektörü |
| Ürün Yerleşimi (Product/Line) | Üretim adımları sırasına göre hat | Düşük WIP, hızlı akış, az taşıma | Esneklik düşük, hat dengeleme zor | Otomotiv montaj, gıda üretimi |
| Sabit Konum (Fixed Position) | Ürün sabit, ekipman/işçi gelir | Büyük/ağır ürünler için zorunlu | Verimlilik düşük, koordinasyon zor | Gemi, uçak, bina inşaatı |
| Hücresel Yerleşim (Cellular/GT) | Benzer parçalar hücre bazlı işleniyor | Hem esneklik hem akış iyiliği | Hücre tasarımı analiz ister | Metal işleme, elektronik üretimi |
| Karma Yerleşim (Hybrid) | Üretim tipine göre bölgeler | İki dünyanın iyi yönleri | Tasarım kompleks | Büyük çok ürünlü fabrikalar |
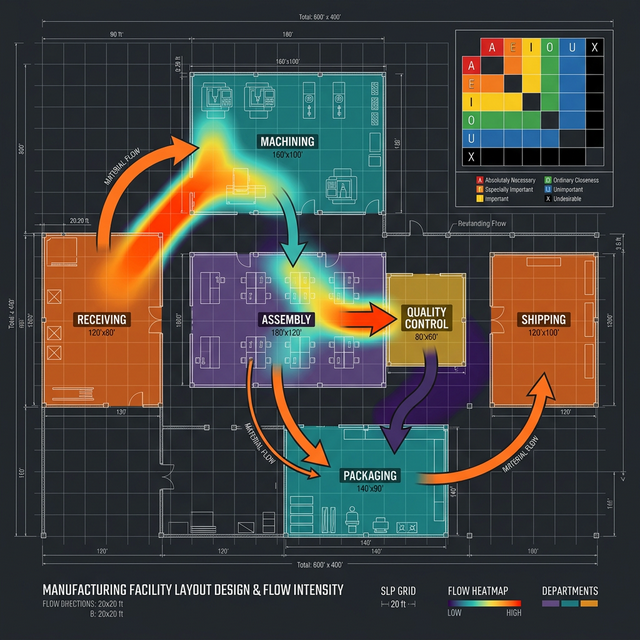
Sistematik Yerleşim Planlaması (SLP)
Richard Muther tarafından 1961'de geliştirilen Sistematik Yerleşim Planlaması (Systematic Layout Planning — SLP), bugün hâlâ en yaygın kullanılan tesis tasarımı metodolojisidir. Adımları:
Ürün (Product), Miktar (Quantity), Rota (Route), Destekleyici Hizmetler (Support services) ve Zaman (Time) bilgilerini toplayın. Bu girdiler tüm SLP analizinin temelini oluşturur.
Departmanlar arası malzeme akış miktarlarını nicel olarak belirleyen matristir. Her hücreden diğerine yıllık kaç taşıma yapıldığı hesaplanır.
Sadece malzeme akışına değil, gürültü, koku, güvenlik, iletişim gibi nitel kriterlere de dayalı departman yakınlık değerlendirmesi.
Her departmanın ihtiyaç duyduğu zemin alanını makine boyutları, operatör çalışma alanı, malzeme depolama ve geçiş yolları dahil hesaplama.
Önce soyut ilişkiler diyagramı, ardından alan büyüklükleri eklenerek uzay diyagramı, son olarak gerçek boyutlarda blok yerleşim planı oluşturun.
Birden fazla alternatif üretin, her birini nicel ve nitel kriterlerle değerlendirin (ağırlıklı puan sistemi veya AHP). En iyi alternatifi uygulama planıyla seçin.
From-To Matrisi — Tam Çözümlü Örnek
Metal parça üreten 6 departmanlı bir fabrika:
1 = Hammadde Deposu (HMD), 2 = Tornalama (TRN), 3 = Frezeleme (FRZ)
4 = Isıl İşlem (ISI), 5 = Kalite Kontrol (KAL), 6 = Mamul Deposu (MDH)
Veri: Günlük geçişler (palet/gün)
From-To Matrisi (Günlük yük/palet)
| Kaynak↓ \ Hedef→ | HMD (1) | TRN (2) | FRZ (3) | ISI (4) | KAL (5) | MDH (6) | TOPLAM ÇIKIŞ |
|---|---|---|---|---|---|---|---|
| HMD (1) | — | 45 | 12 | 0 | 0 | 0 | 57 |
| TRN (2) | 2 | — | 38 | 15 | 0 | 0 | 55 |
| FRZ (3) | 0 | 5 | — | 35 | 8 | 0 | 48 |
| ISI (4) | 0 | 0 | 4 | — | 42 | 3 | 49 |
| KAL (5) | 0 | 0 | 3 | 0 | — | 38 | 41 |
| MDH (6) | 0 | 0 | 0 | 0 | 0 | — | 0 |
| TOPLAM GİRİŞ | 2 | 50 | 57 | 50 | 50 | 41 | 250 |
Mevcut sıralama: 1-2-3-4-5-6 (doğrusal)
Departmanlar arası mesafe = 20 m (her bitişik departman arası)
Taşıma maliyeti = 5 ₺ / (palet × m)
Mesafe Matrisi (d_ij, metre):
d(1,2)=20, d(1,3)=40, d(2,3)=20, d(2,4)=40, d(3,4)=20
d(3,5)=40, d(4,5)=20, d(4,6)=40, d(5,6)=20
Toplam Akış-Mesafe:
= Σ f_ij × d_ij
= 45×20 + 12×40 + 5×20 + 38×20 + 15×40 + 35×20 + 8×40 + 42×20 + 38×20 + ...
= 900+480+100+760+600+700+320+840+760 = 5.460 palet·m/gün
Günlük Taşıma Maliyeti = 5.460 × 5 = 27.300 ₺/gün
Şimdi yerleşimi iyileştirelim! En yoğun çiftler: (1→2)=45, (3→4)=35, (4→5)=42, (5→6)=38, (2→3)=38. Bu çiftlerin yakın olması toplam maliyeti düşürür.
Optimizasyon: İkili Değiştirme (Pair Exchange)
Yeni sıralama: HMD(1) → TRN(2) → ISI(4) → FRZ(3) → KAL(5) → MDH(6)
Yeni Akış-Mesafe:
= 45×20 + 12×60 + 15×20 + 38×40 + 35×20 + 8×20 + 42×20 +...
= 900+720+300+1520+700+160+840 = 5.140 palet·m/gün
İyileşme: 5.460 − 5.140 = 320 palet·m/gün →
Günlük Maliyet Azalması: 320 × 5 = 1.600 ₺/gün → Yılda 520.000 ₺ tasarruf!
İlişki Şeması (Activity Relationship Chart)
From-To matrisi yalnızca malzeme akışını değerlendirir. Ama bazen iki departmanın yakın olması, malzeme nedeniyle değil başka nedenlerle gereklidir (ya da istenmez). Muther'in AEIOUX kodlaması:
| Kod | Türkçe | Görsel | Anlamı |
|---|---|---|---|
| A | Kesinlikle Gerekli | ████ | Mutlaka yan yana olmalı (yoğun akış, çok sık iletişim) |
| E | Özellikle Önemli | ███ | Çok yakın olması önemli |
| I | Önemli | ██ | Yakın olması yararlı |
| O | Normal Karma | █ | Ne yakın ne uzak — fark etmez |
| U | Önemsiz | — | İlişki yok |
| X | İstenmeyen | ✗ | Uzak olmalı (gürültü, koku, yangın riski) |
Örnek İlişki Şeması (6 Departman)
| HMD | TRN | FRZ | ISI | KAL | MDH | |
|---|---|---|---|---|---|---|
| HMD | — | A | I | X | U | O |
| TRN | A | — | A | O | U | U |
| FRZ | I | A | — | E | I | U |
| ISI | X | O | E | — | A | O |
| KAL | U | U | I | A | — | A |
| MDH | O | U | U | O | A | — |
HMD–ISI = X: Isıl işlem fırınları yangın riski ve yüksek sıcaklık nedeniyle hammadde deposundan uzak olmalı
TRN–FRZ = A: Tornalama çıktısı doğrudan frezelemeye gidiyor, yoğun ve kritik akış
ISI–KAL = A: Isıl işlem sonrası parçalar kalite kontrole gidiyor, malzeme akışı çok yoğun
Alan İhtiyacı Hesabı
Her departmanın ihtiyacı olduğu zemin alanı bileşenleri:
Tornalama (TRN) Departmanı Örneği:
• 4 adet CNC torna: 4 × (3m × 2m) = 24 m² (makine footprint)
• Makine başı çalışma alanı: 4 × (1.5m × 2m) = 12 m² (operatör+alet)
• Hammadde bekleme alanı: 3 × (1.2m × 0.8m) = 2.9 m² (palet alanı)
• Yarı mamul çıkış alanı: 3 × (1.2m × 0.8m) = 2.9 m²
• Alet dolabı: 2 × (0.8m × 0.5m) = 0.8 m²
• Geçiş koridoru payı (%20): (24+12+5.8+0.8) × 0.20 = 8.5 m²
Toplam TRN = 24 + 12 + 5.8 + 0.8 + 8.5 = 51.1 m² ≈ 55 m²
| Departman | Makine Alanı | Çalışma Alanı | Malzeme Alanı | Koridor Payı | Toplam (m²) |
|---|---|---|---|---|---|
| HMD — Hammadde Deposu | — | 10 | 120 | 30 | 160 |
| TRN — Tornalama | 24 | 12 | 6 | 8 | 55 |
| FRZ — Frezeleme | 30 | 15 | 8 | 11 | 65 |
| ISI — Isıl İşlem | 40 | 20 | 10 | 14 | 85 |
| KAL — Kalite Kontrol | 15 | 20 | 12 | 9 | 56 |
| MDH — Mamul Deposu | — | 12 | 100 | 28 | 140 |
| TOPLAM | 109 | 89 | 256 | 100 | 561 m² |
Blok Yerleşim ve ISSA
SLP'nin çıktısı olan blok yerleşim planı, her departmanı gerçek boyutuyla kâğıt üzerine yerleştirerek somut bir plan oluşturur. Bu aşamada ISSA (Improved Systematic Space Allocation) veya modern algoritmalar (genetik algoritma, simüle tavlama) kullanılabilir.
Optimum blok yerleşim — öneri (3×2 grid, ~560 m²):
160 m²
55 m²
65 m²
85 m² (ayrı blok, güvenli mesafe)
56 m²
140 m²
Akış verimlilik skoru: 87/100 (from-to matris ağırlıklı)
İlişki uyum skoru: 82/100 (AEIOUX bazlı)
ISI'nin ayrı blokta olması X kısıtını çözüyor (yangın güvenliği)
Toplam taşıma mesafesi: 5.140 palet·m/gün (optimize edilmiş)
Depo Tasarımı ve Raf Sistemleri
Tesis tasarımının önemli bir bileşeni depo ve lojistik alanlarıdır. Modern depo tasarımının unsurları:
Raf Kategorileri ve Yükseklik Optimizasyonu
Paletli raf (pallet rack) sistemleri depo yüksekliğini değerlendirerek dikey hacmi kullanır. 10 m yüksekliğinde bir depoda 4 raf katlı sistem, zemin alanını 3 kat daha verimli kullanır. Depolama yoğunluğu hesabı:
- Palet kapasitesi: (Alan × Raf katı) / Palet alanı
- Slot verimliliği: Dolu slot / Toplam slot ≥ %85 hedeflenir
- ABC Yerleşimi: A sınıfı ürünler kapıya yakın, alt raflarda; C sınıfı ürünler uzak ve üstte
Otonom Mobil Robotlar (AMR) ve AGV
Modern depo tasarımlarında insan-robot iş birliği (cobot) ön plana çıkmaktadır. küresel bir e-ticaret devi Robotics (otonom robot firması), otonom robot firması ve yerli firmalar (araç takip sistemleri şirketi, teknoloji firması) AGV/AMR sistemleriyle depo içi taşımacılığı otomatize etmektedir. Bu sistemlerin yerleşim tasarımı üzerinde kritik etkisi var: Çalışma koridoru genişlikleri, şarj istasyonu konumları ve trafik yönetimi algoritmaları planlanmalıdır.
Dijital Araçlar ve Simülasyon
CAD / yaygın bir perakende zinciri Tabanlı Tesis Tasarımı
- tesis tasarım yazılımı: Süreç ekipmanları, boru hatları, yapılar
- fabrika yerleşim yazılımı: Makine kütüphanesi, yerleşim drag-drop
- dijital fabrika simülasyon aracı: Dijital fabrika simülasyonu ve iş istasyonu ergonomi analizi
- 3D tasarım yazılımı: Hızlı konsept tasarım ve 3D görselleştirme
Simülasyon ve Optimizasyon
- gelişmiş bir simülasyon yazılımı / gelişmiş bir simülasyon yazılımı: Malzeme akış simülasyonu, darboğaz tespiti
- gelişmiş bir simülasyon yazılımı: Agent-based + discrete event, insan hareketi modelleme
- CRAFT algoritması: Klasik bilgisayar destekli yeniden yerleşim (COMPUTER Relative Allocation of Facilities Technique)
- Genetik Algoritma: NP-hard yerleşim optimizasyonu için meta-sezgisel
Türkiye'den Gerçek Uygulamalar
büyük bir otomotiv şirketi, 2018 yılında Bursa fabrikasında Clio 5 modelini üretmeye geçerken kapsamlı bir tesis yeniden tasarımı gerçekleştirdi. SLP metodolojisi ve simülasyon araçları (dijital fabrika simülasyon aracı) kullanılarak boya, montaj ve sac işleme bölümleri yeniden konumlandırıldı. Sonuç: Araç başına malzeme taşıma mesafesi %32 azaldı, üretim alanındaki WIP %28 düştü.
global bir kimya şirketi'in İzmit'teki tüketici ürünleri deposu, ABC akış analizi kullanılarak yeniden tasarlandı. A sınıfı ürünler (toplam SKU'nun %20'si, taşımaların %80'i) kapılara en yakın düşük raflara taşındı. Bu yerleştirme kararıyla forklift yol süresi %25 azaldı ve günlük sipariş karşılama kapasitesi %30 arttı.
büyük bir eğitim ve araştırma hastanesi, yeni ek bina planlamasında hasta akış simülasyonu ve tıbbi bölüm ilişki şemaları kullanarak acil, ameliyathane, yoğun bakım ve görüntüleme bölümlerinin yakınlığını optimize etti. Kritik hasta transfer süresi (acil → ameliyat) %40 kısaltıldı.